| ZK-2�Ԅӏ������ƃx |
| ��Դ�����c������4032�Ρ����r�g��2018-09-15 23:41:13 |
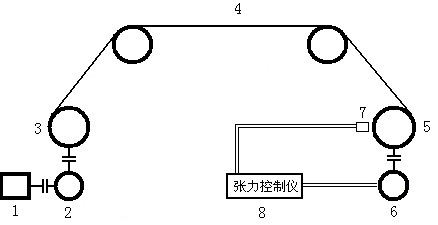
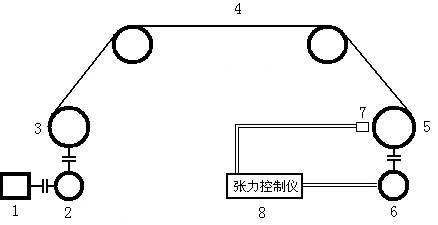
�Ԅӏ������ƃx ʹ���f���� ZK-2���Ԅӏ������ƃx���Ի�����������z�yԪ�����ŷ��Ƅ�����ŷ��x��������ƈ���Ԫ���������Ͼ��@�r���վ����߷ž폈�����M���Ԅ����������Ƶ��Ԅӿ��ƃx���� ZK-2���Ԅӏ������ƃx���������Ͼ��@�^���У��ȿ��_���Ԅ�����������Ҫ��Ҳ���_���Ⱦo���ɻ������ɺ�o�ď���Ҫ�� һ���Ԅӏ�������ϵ�y�ĽM�� �Ԅӏ�������ϵ�y�ɻ�����������ZK-2�Ԅӏ������ƃx���ŷ��Ƅ�����ŷ��x�����M�ɡ� 1���ž��Ԅӏ�������ϵ�y�D�� 2���վ��Ԅӏ�������ϵ�y�D��
1����늙C 5�����ž�݁ 2�����ŷ��x���� 6�����ŷ��Ƅ��� 3�����վ�݁ 7�������������� 4�������� 8����ZK-2���Ԅӏ������ƃx
��������ԭ�� �����Ͼ��@�^���У��վ�݁�ͷž�݁��ֱ���ĕ���׃�����׃С���������S֮��׃���y�Ա��C������Ҫ��Ӱ����Ͼ��@�|�����e����Ҫ�Ⱦo���ɻ������ɺ�o�ď���Ҫ���ǟo���M�㡣 ZK-2���Ԅӏ�������ϵ�y���ɸ����վ�݁�ͷž�ֱ݁����׃�����Ԅӿ��ƴŷ��Ƅ�����ŷ��x�����ļ���������S֮�f�������f�p���ȿ��_��������Ҫ��Ҳ���_���Ⱦo���ɻ������ɺ�o�ď���Ҫ��
�������g���� 1��ݔ �� � ���� 220 V 2��ݔ �� � �� �� �̣� 0-3 A 3��ݔ �� ���ÿ���ԄӸ�׃ֵ�� 0.02 A 4��ݔ���������ԄӸ�׃�Δ��� 150 �� 5��ݔ�����ÿ�θ�׃���}�_���� 1-9999 �� 6���} �_ �l �� �� ���� 1 �� / �D�������������l���}�_��̖�� 1 �� / �루�}�_�l�����l���}�_��̖�� 7���x �� �� �b �� �� �磺 299*110 mm
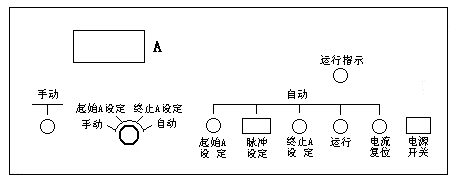
�ġ���� �塢���� 1���քӿ��� ģʽ�_�P���քәn���{���ք����o�������քӿ��Ə�����С�� �_������ӛ����Ͼ��@�_ʼ�r��������ʼ��������Ͼ��@�Y���r������Kֹ������Ԃ��Ԅӿ����O����ʼ���Kֹ���ʹ�á� 2���Ԅӿ��� a���O����ʼ���Kֹ��� �O����ʼ��� ģʽ�_�P�á���ʼA�O�����n���{������ʼA�O�������o�������քӿ��ƕr�_������ӛ䛵�������ʼ������O����ʼ����� �O���Kֹ��� ģʽ�_�P�á��KֹA�O�����n���{�����KֹA�O�������o�������քӿ��ƕr�_������ӛ䛵�����Kֹ������O���Kֹ����� ����ʼ���С�ڽKֹ����r������Ԅ��f���� ����ʼ���С�ڽKֹ����r������Ԅ��f�p�� b���O���}�_�� �}�_�����Ԅӿ��ƃx�Ԅ�׃��һ��ݔ���������Ҫ���}�_�Δ��� �}�_���}�_�������l�����վ�݁�����ž�݁ÿ�D��һȦ�l��һ���}�_��̖�� �}�_Ҳ�����ҹ�˾���a��MC�}�_�l�����l�����sÿ��犰l��һ���}�_��̖�� ���磺 ʹ��ZK-2�Ԅӏ������ƃx���Ʒž��ŷ��Ƅ����������������l���}�_��̖�� ��֪���һ�ξ��@���ž�݁�����D500�D��������2A�f�p��1A�� �t �����׃�Δ��飺 �����Ҫ��׃�� / ���ÿ���ԄӸ�׃ֵ 1A / 0.02A = 50�� �}�_�O�����飺 �ž�݁�����D�Δ� / �����׃�Δ� 500�D / 50�� = 10�D �� �ž�݁ÿ���D10�D���Ԅӏ��������x��׃һ���������׃��0.02A�� ���磺 ʹ��ZK-2�Ԅӏ������ƃx���Ʒž��ŷ��Ƅ������}�_�l�����l���}�_��̖�� ��֪���һ�ξ��@����r�g600��犣�������2A�f�p��1A�� �t �����׃�Δ��飺 �����Ҫ��׃�� / ���ÿ���ԄӸ�׃ֵ 1A / 0.02A = 50�� �}�_�O�����飺 ���@�r�g / �����׃�Δ� 600�� / 50�� = 12�� �� ÿ12��犣��Ԅӏ��������x��׃һ���������׃��0.02A�� c���\�в��� ģʽ�_�P���Ԅәn�����\�а��o���\��ָʾ���������M���Ԅӿ��Ơ�B�� d��ѭ�h���� ���Q���_ʼ�ڶ���ѭ�h�r��ֻ�谴�����λ���o��ʹ����ص���ʼ������ٰ��\�а��o�����M��ڶ���ѭ�h�Ԅӿ��Ơ�B�� e����늲��� �x�������O�������ԄӴ惦���ܣ���늏�늺�ֻ�谴�\�а��o�ȿ��^�m������ 3���Y������ �����Y������ͣ�C10��犣����P�]�x���Դ�_�P����߃x��ʹ�É�����
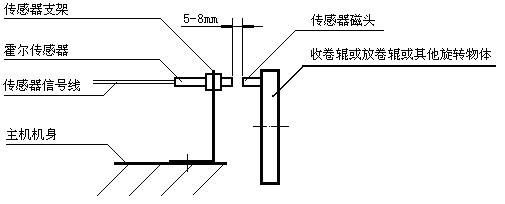
�������b�B�� 1���Ƅ������x�����c���ƃx���B�� �ŷ��Ƅ������ߴŷ��x����늾��քe�B�ӿ��ƃx����t���ڽӾ������o�O�ԡ� 2���}�_�������c�x�����B�� �}�_��������̖���ĺ��ղ��^���MZK-2�Ԅӏ������������庽�ղ����� 3���}�_�����������C�ϵİ��b���x���}�_�������� ���}�_���������b�ڷž�݁�����վ�݁�����������D���w�ϡ���D �}�_�l�����c�x�����B�ӣ��x��MC�}�_�l������ ���}�_��̖���ɶ˵ĺ��ղ��^���քe���M�}�_�l�����ϵĺ��ղ�������ZK-2�Ԅ� ���������������ϵĺ��ղ�����
|
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P�]���ڡ� |
| ��һƪ���p�ٙC�yԇ����һƪ���ԄӼmƫ���ƃx |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@htjd.com.cn
��˾��ַ�����Kʡ���������l���169̖1��