| ������x�黨�@�� |
| ��Դ�����c����(sh��)��3270�Ρ����r�g��2019-09-21 10:58:07 |
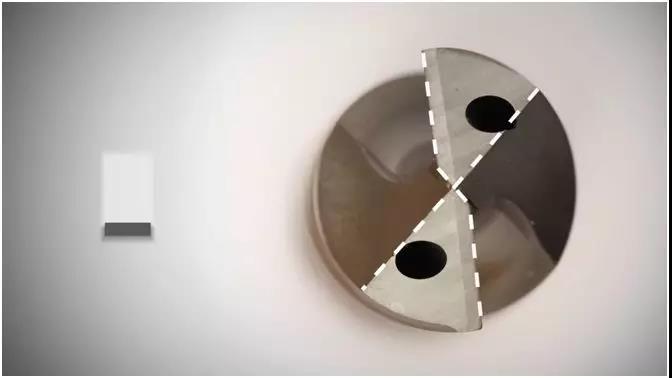
�@�ӹ������x�@�^��3��������ėl�������|(zh��)��Ϳ�Ӻ͎������� 1���|(zh��) ���|(zh��)���Դ�ŷ֞�3�N������䓡���Ⓒ���䓺����wӲ�|(zh��)�Ͻ� ����䓣�HSS���� ��1910�_ʼ��������������������ѽ�(j��ng)�г��^1�����o�Ěvʷ����Ŀǰ���÷�����V��Ҳ������˵��������߲��|(zh��)������䓵��@�^�ȿ���������@��ʹ�ã�Ҳ���������@���ȷ�(w��n)���Ը��õĭh(hu��n)����߀��һ������䓽�(j��ng)�ò�˥��ԭ���������飬����䓲��|(zh��)�ĵ��߿����؏͵���ĥ�����ڃr����ˣ����H�Á�ĥ���@�^����܇���ϵđ���Ҳ�e�V���� ��Ⓒ���䓣�HSSE��: ��Ⓒ���䓱ȸ���䓵�Ӳ�ȺͼtӲ�Ը��ã�Ӳ�ȵ����Ҳ����ĥ�Եõ���ߣ���ͬ�rҲ������һ���ֵ��g�ԡ��c�����һ�ӵ��ǣ�����������ͨ�^��ĥ�����ʹ�õĴΔ�(sh��)�� Ӳ�|(zh��)�Ͻ�CARBIDE��: Ӳ�|(zh��)�Ͻ��ǽ��ٻ��ďͺϲ��ϡ�������̼���u������w�����������ϵ�һЩ��������ճ�τ�ͨ�^����o���ķ�ʽ�M�П��Y(ji��)��һϵ�Џ��s�Ĺ�ˇ�������ɡ���Ӳ�ȣ��tӲ�ԣ���ĥ�Եȷ�����ȸ���䓶��ԣ����������ߡ���Ӳ�|(zh��)�Ͻߵijɱ�Ҳ�ȸ�����F�˲��١�Ӳ�|(zh��)�Ͻ��ڵ��߉����ͼӹ��ٶ��ϱ������ĵ��߲��ϸ��Ѓ�(y��u)�ݣ��ڵ��ߵ��؏���ĥ�ϣ���Ҫ���I(y��)����ĥ���ߡ�
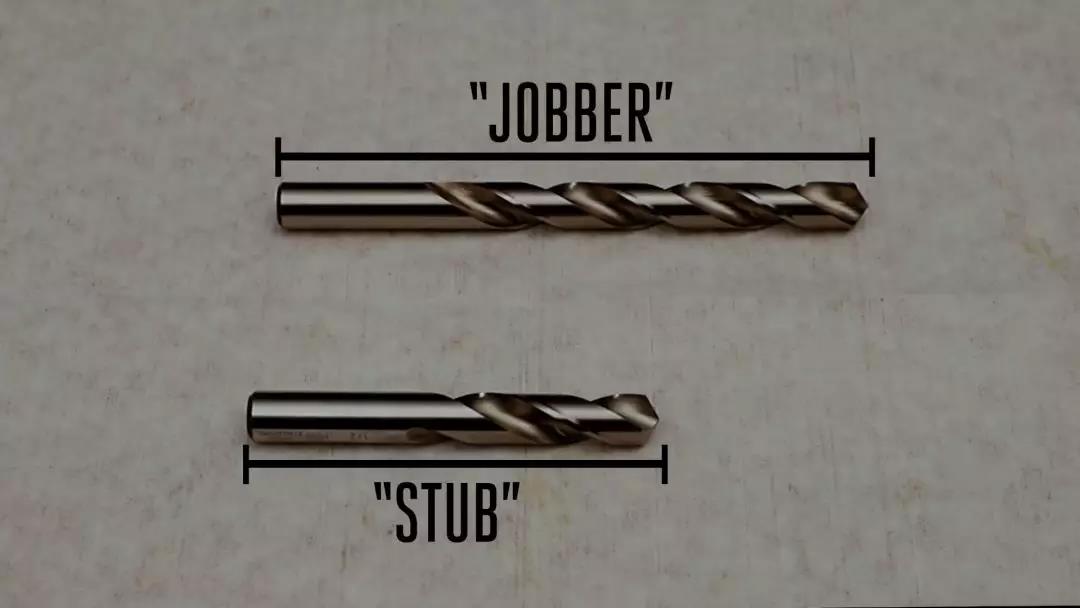
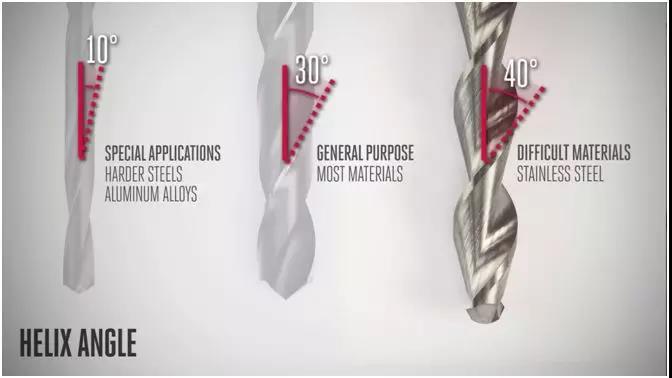
Ϳ�Ӹ���(j��)ʹ�õķ������Դ��·֞�����5�N�� �oͿ�ӣ� �oͿ�ӵĵ�������ˣ�ͨ�����ڼӹ��X�Ͻ𡢵�̼䓵�һЩ���|(zh��)���^ܛ�IJ��ϡ� ��ɫ����Ϳ�ӣ� ����Ϳ�ӿ����ṩ�ȟoͿ�ӵ��߸��õĝ����ԣ��ڿ��������͟��Է���Ҳ����һЩ����ʹ�É����Ͽ�����߳��^50%�� �����Ϳ�ӣ� ���������鳣Ҋ��Ϳ�Ӳ��ϣ����m���ڼӹ�Ӳ�ȱ��^�ߺͼӹ��ضȸߵIJ��|(zh��)�� ̼�����Ϳ�ӣ� ̼������Ǐĵ���⁰l(f��)չ���������и��ߵ��ߜغ���ĥ�ԣ�ͨ������ɫ�����{ɫ���ڹ�˹��܇�g���Á��ӹ��T�F���|(zh��)�Ĺ����� �����X�Ϳ�ӣ� �����Xⁱ��������е�Ϳ�Ӷ�Ҫ�ߜأ�������ʹ���ڸ��ߵ������h(hu��n)���¡������f�ӹ��ߜغϽ�ͬ��Ҳ�m����䓺Ͳ��P䓵ļӹ��������������к����X��Ԫ�أ��ڼӹ��X�r���l(f��)�����W��ӳ������Ҫ����ӹ����X�IJ��ϡ� һ����f������@����̼�����Ϳ�ӻ��ߵ����Ϳ���ǂ����齛(j��ng)���Ľ�Q������ 3������ ���������Է֞�����3�����֣� ��1���L�� �L���cֱ���ıȽ�������������ԽС����Խ�á��x��һ�����L������м���ґ��L�M���̵��@�^����ӹ��r�Ą��ԣ��Ķ���ߵ��ߵ�ʹ�É��������L����ܿ��ܕ��p���@�^�� ��2���@��Ƕ� 118����@��Ƕȿ����ڼӹ�����鳣Ҋ��ͨ�����ڼӹ���̼䓡��X��ܛ���١��@�N�Ƕȵ��OӋͨ���Dz��߂��Զ��Ĺ��ܵģ��@��ζ���o�ɱ����Ҫ�ȼӹ����Ŀס�135����@��Ƕ�ͨ�������Զ��Ĺ��ܣ����ڟo��ӹ����Ŀף��@�����Ϊ��@���Ŀײ��ٳɞ��Ҫ�Ĺ��Ķ���(ji��)ʡ�����ĕr�g�� ��3�������Ƕ� ���ڽ^�����(sh��)�IJ��ρ��f30��������Ƕ��ǂ��dz��õ��x���nj�����Ҫ��м���ã������еď��ȸ��ߵĭh(hu��n)���������x�������Ƕȸ�С���@�^�������y�Լӹ��IJ��ϱ����f���P䓣������x�������Ƕȸ�����OӋ����fŤ�ء�
|
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P�]���ڡ� |
| ��һƪ��ԭ�����ߺ͜y���������@ô��N��в������֣�Ҳ��֪����ô������һƪ��늜u���Ƅ�������Щ���c |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@htjd.com.cn
��˾��ַ�����Kʡ���������l(f��)���169̖1��