| ���ٱ��懊�蹤ˇ��ȫ |
| ��Դ�����c(di��n)����(sh��)��3380�Ρ����r(sh��)�g��2018-11-29 9:26:20 |
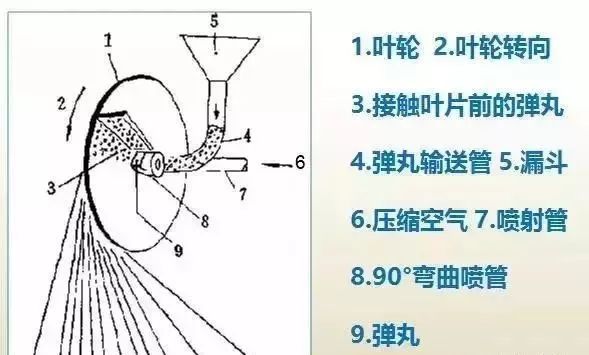
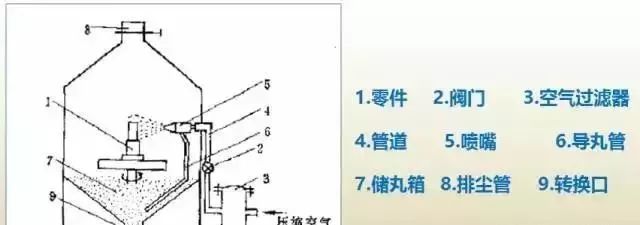
���ٱ��懊�蹤ˇ��ȫ����̎�������ø��ه������ɰ����F�裬��(du��)���������M(j��n)��ײ�������������IJ������W(xu��)���ܺ�׃�����B(t��i)�Ĺ�ˇ����������������������C(j��)е��(qi��ng)���Լ���ĥ�ԡ���ƣ�ں����g�Եȣ�߀�����ڱ������⡢ȥ����Ƥ�������T��呡������Ě�����(y��ng)���ȡ� ��Ҫ��� �����ַ֞释��͇�ɰ���Ç����M(j��n)�б���̎���������������Ч�����@�������茦(du��)���幤����̎��������ʹ����׃�Σ�����������������棨�oՓ������裩ʹ���ٻ��Įa(ch��n)��׃�Σ�����Fe3O4��Fe2O3�]�����ԣ�������x������Ĥ�c����һͬ׃�Σ����Ԍ�(du��)�������۵Ĺ��������衢����o���ص�������ۡ��ڬF(xi��n)�еĹ�������̎�������У�����Ч����ѵ�߀��(sh��)��ɰ������ ��ɰ�m���ڹ�������Ҫ���^�ߵ������������҇�(gu��)Ŀǰͨ�Ç�ɰ�O(sh��)���ж����q�����ΰ塢��ʽ�����C(j��)��ԭʼ����ݔɰ�C(j��)е�M�ɡ��Ñ���Ҫʩ��һ��(g��)��ؿӼ�����ˮ�Ӂ��b�ÙC(j��)е�����O(sh��)�M(f��i)�øߣ��S���������S���M(f��i)�ØO��ɰ�^���Юa(ch��n)�����������m�o���������(y��n)��Ӱ푲������˵Ľ�������Ⱦ�h(hu��n)���� ���菊(qi��ng)���֞�һ�㇊��͑�(y��ng)�����衣һ��̎��r(sh��)��䓰������ɠ�B(t��i)�£��ø��������䓰�����棬ʹ�����a(ch��n)���A(y��)����(y��ng)�����Ԝp�ٹ�����䓰���������(y��ng)��������ʹ�É�������(y��ng)������̎���nj�䓰���һ�����������µ��A(y��)�ȏ���,Ȼ���M(j��n)�Ї���̎���� �����O(sh��)��ķ�� ���菊(qi��ng)���O(sh��)����Ҫ�Ѓ�� 1���C(j��)е�x��ʽ����C(j��)���m����Ҫ���菊(qi��ng)�ȸߡ�Ʒ�N�١��������Π(ji��n)�Ρ��ߴ��^��������
2�����(d��ng)ʽ����C(j��)(���s�՚�ʽ)���m����Ҫ���菊(qi��ng)���m�С��Π��(f��)�s���ߴ��^С�������
����Ľ�B 1���T��裺Ӳ��һ���40~50HRC���ӹ�Ӳ���ٕr(sh��)���ɰ�Ӳ����ߵ�57~62HRC���T�����g���^�ã�ʹ�ÏV������ʹ�É������T�F��Ďױ��� 2���T�F�裺Ӳ�Ȟ�58~65HRC���|(zh��)����������顣�����̣�ʹ�ò��V����Ҫ�����臊�菊(qi��ng)�ȸߵĈ�(ch��ng)�ϡ� 3�������裺Ӳ���^ǰ���ߵͣ���Ҫ���ڡ���X���V�����������S�F�|(zh��)��Ⱦ�IJ��ϣ�Ҳ������F�臊������ڶ��μӹ�֮�ã��Գ�ȥ�F�|(zh��)��Ⱦ�ͽ�������ı���ֲڶȡ� 4���մ��裺���W(xu��)�ɷִ���67%��ZrO2��31%��SiO2��2%��Al2O3�����ĊA�s���(j��ng)�ۻ����F������ɡ��x�A���Y���Ƴɵģ�Ӳ���ஔ(d��ng)��HRC57~63����ͻ���������ܶȱȲ����ߡ�Ӳ�ȸߡ�������20���o(j��)80������������w�C(j��)���㲿����(qi��ng)�����մ�������^�ߵď�(qi��ng)�ȣ������Ȳ������L(zh��ng)���r(ji��)����^�ͣ��F(xi��n)�єU(ku��)չ��⁺Ͻ��X�Ͻ����ɫ���ٵı��揊(qi��ng)���� ����C(j��)����Ľ�B 1��ֱͰ�·��죺�Y(ji��)��(g��u)��(ji��n)�Σ����(n��i)���Y(ji��)��(g��u)ֻ���տs�κ�ƽֱ�ɲ��֡� 2���������·��죺�ڽY(ji��)��(g��u)�Ϸֳ��տs�Ρ�ƽֱ�κ͔U(ku��)ɢ�������֣������y���@�����ӡ� 3���p�������·��죺��ǰ��ɂ�(g��)���죬����֮�g���g�������g��̎�������Ўׂ�(g��)С�ס� 4�����ׇ��죺Ŀǰ��(gu��)�����Ƴ�һ�N�M(j��n)�ڶ��c���ڶ˶��������εć��죬������ԇ�(y��n)������ԓ������������·���Ĺ���Ч�ʸ��ߣ���(j��ng)��(j��)�Ը��á� Ӱ푇����|(zh��)���ą���(sh��) 1�����菊(qi��ng)�ȡ�Ӱ푇��菊(qi��ng)�ȵĹ�ˇ����(sh��)��Ҫ�У�����ֱ���������ٶȡ���������������r(sh��)�g�ȡ� 2�����w�ʡ����w�ʵ�Ӱ����أ�������ϵ�Ӳ�ȡ�����ֱ��������Ƕȼ����x������r(sh��)�g�ȡ� 3������ֲڶȡ��ֲڶȵ�Ӱ����أ�������ϵď�(qi��ng)�Ⱥ�Ӳ�ȡ�����ֱ��������Ƕȼ��ٶȡ������ԭʼ����ֲڶȡ� ������菊(qi��ng)��������c(di��n) ����܇����暈������(y��ng)���Ĵ�С�͉���(y��ng)���ӵ����ȡ�Q���܇����ϵ����͇ܺ��菊(qi��ng)�ȡ����ϵď�(qi��ng)�Ⱥ�Ӳ��Խ�ߣ�����(y��ng)����Խ����(y��ng)���ӵ���Ⱦ�Խ�\�����菊(qi��ng)��Խ�ߣ�����(y��ng)���ӵ����ҲԽ�� �܇���ӵIJ��ϽM���l(f��)��׃�����܇�����׃�ôֲڡ��܇�����Ĵֲڶ��S�����菊(qi��ng)�ȵ���ߡ����Ӳ�ȵĽ��ͺ͏���ߴ�ĜpС��׃��ߴ������܇�����Ľ��ٱ��D�����γ�С�Ľ��ٲ���,�ʶ��ߴ����� ���菊(qi��ng)����(y��ng)�÷��� ���菊(qi��ng)�����A(y��)����܇�������ƣ�ڣ����菊(qi��ng)���ɸ����X�������ď���ƣ�ڌ��ԣ����菊(qi��ng)����������S�Ŀ�ƣ�����ܺͰ�ȫʹ�É��������菊(qi��ng)���������B�U�ď�(qi��ng)�Ⱥ̈́��ȣ� ��(qi��ng)�����蹤ˇ������X݆�X������ƣ�ڏ�(qi��ng)�Ⱥͽ��|ƣ�ڏ�(qi��ng)�ȣ��Ǹ����X݆��ҧ������������X݆��������Ҫ;���� ���懊�菊(qi��ng)������߾o�̼���ƣ�ڔ��ѵđ�(y��ng)�����g��������ѵ�һ�N��֮��Ч�ı��揊(qi��ng)����ˇ����(j��ng)�^���菊(qi��ng)������ʹ�ÿɿ��ԡ��;��Ծ��ɫ@�����@�ĸ��ƺ���ߣ� ���懊��ͨ�^��׃���ϵĽM�����_(d��)������ƣ�����ܣ�������(y��ng)�����g���ܣ���Ŀ�ģ�����߾o�̼�Ʒ�|(zh��)��
|
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P(gu��n)�]���ڡ� |
| ��һƪ����̽ӑ������ͬ��늙C(j��)�����l(f��)չ��������һƪ����Ҋ��15�N���(d��ng)���ϼ��������l�V |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@htjd.com.cn
��˾��ַ�����Kʡ���������l(f��)���169̖(h��o)1��